
Cooling of the Sprue
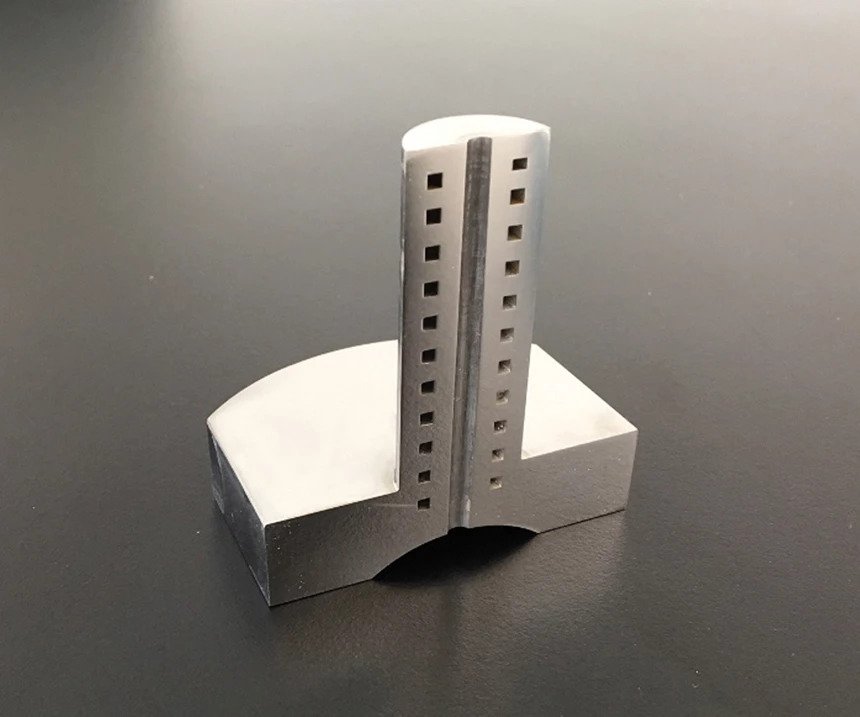
Effective mold cooling reduces overall cycle times, improves part quality and decreases scrap rates. Conformal cooling, or the placement of cooling lines equal distances from heated surfaces, is one of the most advanced ways to achieve these results. Improvements in process control, the advent of new technologies and advances in additive manufacturing have allowed the production of tooling and components that take advantage of the benefits of conformal cooling. Sprue bushings are one such type of mold component. This article will show how sprue bushings with conformal cooling could improve cycle times in cold runner injection molding (Figure 1).
Traditional Cooling of the Sprue Bushing
In a cold runner system, the sprue, the extra plastic that remains on the molded part from its filling point, must freeze prior to the part’s ejection from the mold. If the sprue does not freeze, it could stick to the mold cavity and/or deform, and therefore prevent automated sprue pickers from being able to function effectively. In many production lines, cycle time is limited by the time it takes for the sprue to cool. This is often the case in the production of thin-walled parts and parts that are comparable in size to the sprue itself.

{kind=link}